搓丝板(搓牙板)是用于加工螺纹的机械工具。搓丝板需装配于搓丝机 上使用。搓丝机通过两块搓丝板的相对运动(一静一动),利用搓丝板上的牙纹对工件进行冷挤压成型,从而加工出螺纹。
搓丝板的结构与功能设计
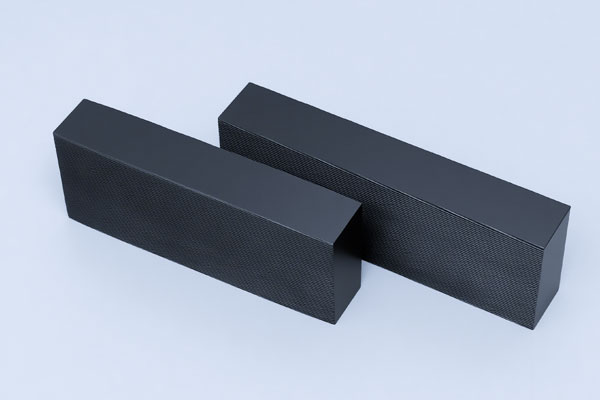
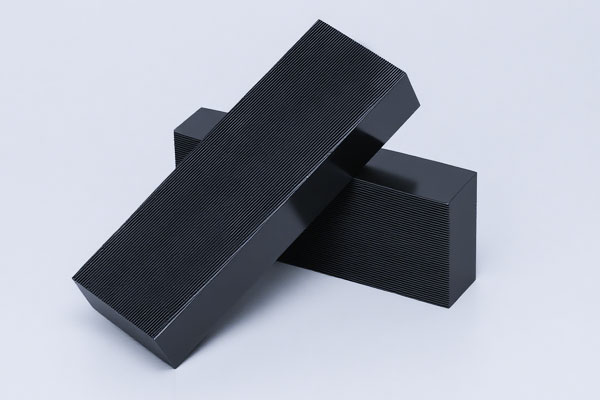
搓丝板主要由基板和功能型搓丝面两部分构成。其中,搓丝面上精密分布有多个搓丝槽,每个槽底均设有复合型功能区:
- 圆弧成型区(半径0.4-0.6mm):针对特殊螺纹齿形(如圆弧顶螺纹)的成型需求,通过精确控制的圆弧半径实现齿顶圆弧的精准塑性变形;
- 容屑槽:与成型区协同设计,有效容纳加工过程中产生的金属切屑,避免切屑堆积导致的螺纹缺陷或模具损伤。
该结构设计提升了搓丝板对非标螺纹(特别是圆弧特征螺纹)的适应性,同时延长了模具使用寿命。
搓丝板的材料选择
搓丝板通常由硬质合金或高速钢制成,根据设计尺寸切割坯料,以确保搓丝板的耐磨性和加工精度。
- 硬质合金(如YG类钨钴合金):具有高硬度(HRA89-92)和耐磨性,适用于高负荷、大批量生产场景;
- 高速钢(如M2、M35等含钴高速钢):在保持良好韧性的同时具备优异的红硬性(600℃时仍能维持HRC60以上),适合加工复杂齿形的精密螺纹。
两种材料均通过特殊热处理工艺进一步强化其耐磨性、抗冲击性及尺寸稳定性,确保长期加工精度。
搓丝板的制作工艺流程
搓丝板的制作工艺主要包括锻造、热处理、冷滚螺纹及磨加工等关键步骤。具体流程如下:
锻造处理
- 通过反复镦粗拔长改变钢内部流线分布,使碳化物均匀分布,降低硬度并改善切削性能。技术指标为:9SiCr钢加热至790℃保温2小时,炉冷至500℃空冷,形成球状珠光体组织。
球化退火
- 模具坯料加热至790℃保温2小时,炉冷至710℃再保温7小时,炉冷至500℃空冷。此工艺消除内应力,细化晶粒,为后续热处理做组织准备。
机加工与冷滚螺纹
- 粗加工 :铣削、钻孔、平面磨削形成基本外形。
- 冷滚螺纹 :使用滚针加工螺纹,精度直接影响螺纹质量,需严格遵循技术标准。
热处理
- 淬火+低温回火 :淬火至马氏体硬度小于2.5级,回火至200-230℃,保持硬度58-62HRC,组织为M回+粒状碳化物。
- 淬火奥氏体控制 :确保淬火后奥氏体含量低于3级,避免崩牙。
磨加工与表面处理
- 磨加工 :精加工螺纹和齿面,达到设计精度。
- 表面处理 :淬火后发黑处理,确保齿面无氧化、脱碳及麻点。
总之,搓丝板(搓牙板)是为搓丝机设计的专用工具,通过冷挤压成型技术加工螺纹,其结构需与搓丝机协同工作,并采用特定材料与工艺保障加工质量。